机器运转,料筒内的螺杆转动,将物料向前输送,物料在运动过程中与料简、螺杆以及物料与物料之间相互摩擦、剪切,产生大量的热,与热传导共同作用使加入的物料不断熔融,熔融的物料被连续、稳定地输送到具有一定形状的机头(或称口模)中。
假如操作中挤出物料的温度不足以把固体物料熔融线流动性很差,产品的质量不会达到要求;假如温度过高,会使聚合物过热或发生分解。温度的控制是挤出操作中非常重要的控制因素。大连挤出成型可加工的聚合物种类很多,制品更是多种多样,成型过程也有许多差异,但基本过程大致相同,比较常见的是以固体状态加料挤出制品的过程。
现代挤出机时代 1935年德国Paul Tr ster公司制造出第一台热塑性挤出机,从此挤出机发展到了一个阶段即现代挤出机时代。这一段的特征是挤出机采用直接电国热,空气冷却,自动温控的装置和无级变速的传动装置,螺杆的长径比开始超过10。
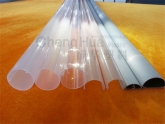
典型的挤出成型过程是,将固态粉状或粒状聚合物物料通过料斗加入 挤出机中,在自重和螺杆的转动下使物料进入料筒,在料筒内被加热,熔融塑化,通过螺杆加压将熔融的物料经口模挤出,在牵引力的作用下,经过冷却、定型形成制品的最终形状。在挤出成型过程中,其核心为螺杆式挤出机、口模和辅机。